1.1 Scope
Like standard CNC machining, precision CNC machining shares the same basic principle: a manufacturing process that uses computer numerically controlled machines (CNC machines) to remove material from a raw workpieces during the CNC machining process till it becomes the digitalized design.
Precision CNC machining or precision CNC machining service is not just another quality descriptor, it is a special commitment to geometrical result that ensures reliable assemblies in high-stakes manufacturing.
Some might regard “precision” as outcome of a fancy machine. It doesn’t. It means features that control fit, motion, or sealing. Everything else is just machining.
precision CNC machining is a relative concept, featuring some specific requirements in the manufacturing context, at a distinctive precision level, such as fit, alignment, motion, sealing, or repeatability of the machined component. It’s not an absolute value at any application, it is defined by specific tolerance values for guiding material selection, tool selection, tool path optimization, datum, fixture, clamping method, finishing…
For example, when we say ±0.05 mm may be precise enough for an outer diameter of bearing housing or other custom machined parts, while +-0.005mm will be necessary for the inner diameter of the same housing, and +-0.05 mm is no longer precise enough for this feature.
Such application difference becomes clearer across different parts (features). ±0.1 mm is precision for a cosmetic enclosure length, while it’s not acceptable for the diameter of a robotic joint fitting surface.
Now the term gets clearer, precision is not defined by a certain number of tolerances, nor the highest process precision the CNC machine can perform, but by the purpose of the specific part feature if it’s to fit, align, move, seal, or perform some other role in assembly? The purpose of the part determines precision level. Therefore, different tolerances are applied for different features even in the same part.
Machine-level precision can be achieved by selecting proper tools, optimizing tool path, picking suitable material, and choosing the right machine.
While application precision in reality can reflect the flexibility and application-based manufacturing expertise. This is where precision value comes from.
We don’t only pursue absolute precision, but application precision machining actual needs.
Real-world manufacturing faces significant challenges. Actual precision is the outcome of a holistic process focused on critical features, involving datum strategy, specialized workholding, material behavior under stress, finishing allowances, and metrology. Understanding this is vital to procurement teams. As you will be able to distinguish which work done before cutting is decisive and what can be left to the next step.
Precision lays the foundation for reliable component performance, such as bearing housings and robotic joints, and other precision CNC machining parts, and supports smoother and safer production.
1.2. Why Is Precision CNC Machining Important?
In some industries, even minor dimensional deviations can create problem on safety, performance, or functionality — such as aerospace machining, medical devices, robotics, automation, and semiconductor manufacturing machine components — this level of accuracy becomes essential. Demand in these environments often goes beyond standard CNC machining.
Most parts used in modern devices or equipment do not simply stay still in an assembly. They will move, seal, align, carry load, collaborate with other parts.
A bracket that holds a sensor? If the mounting holes are off by 0.2mm, you might still get the assembly done – maybe with a little push.
But a bearing seat? A robotic joint? A valve body? These are typical CNC precision parts. Tolerance drift is not acceptable for them. 0.02mm can cause vibration, leakage, or a complete failure.
I’ve seen production lines stop because one bore was 0.015mm too small. The part looked perfect, but actually it was not. That’s why precision matters – not because “tight is better,” — a common idea rooted in many people’s minds, but because the assembly won’t work without it.
The main reasons we need precision CNC machined workpieces are:
1) Accuracy and Tolerances:
Automated computer-aided manufacturing (CAM) allows machines (if the machine, setup, and process are available) to cut within micrometers or thousandths of an inch— 4x thinner than the diameter of a human hair whose diameter is about 0.01mm。
2) Reliable Repeatability:
Once the initial CAD/CAM design is input with code and maintained properly, the machine duplicates identical parts. The thousandth piece has the exact same stringent specifications as the first.
3) Reduced Human Error:
By relying on digital instructions rather than manual labor, CNC machining drastically decreases the risk of manual mistakes, defects, and inconsistent production runs.
4) Optimized Material Efficiency:
Optimized tool path planning maximizes material utilization from raw stock to a usable part with less waste, producing complex, intricate geometries, which manual work simply cannot achieve.
In real production context, precision depends on many aspects, material behavior, fixture design, tool wear, wall thickness, finishing process, and inspection method, these all affect the final result of a precision part.
So, thin walls can deform. Anodizing or coating can change final dimensions. Poor datum control can make a part look correct in measure check-up but fail during assembly.
Therefore, precision CNC machining should be regarded as a holistic process, not just a cutting operation, although most of the time you see it removing material from workpieces.
Precision CNC machining may cost more than standard machining at first calculation, but when viewed over a prolonged production period and making comparison, you’ll find the total costs for precision CNC machining would be less than standard machining, the reason lies in preventing defects, delays, quality disputes, and performance problems when tolerances and reliability are critical.
1.3. Precision CNC Machining Vs Standard CNC Machining
Precision CNC machining is a special process because of its demanding requirements, careful planning, operation careful operation, premium output, causing higher-level output, which can increase cost and more labor involvement. While in some situations, lower output and related economic investment is needed, standard CNC machining can meet the demand. In real world, such demand contributes a larger proportion. For such parts, they can still meet the design purpose and perform their function.
Over-specifying non-critical surfaces will increase setup time, inspection overhead and scrap risk, often with no return on investment.
Here we compare standard CNC machining with precision CNC machining from several critical aspects:

| Aspect | Standard CNC Machining | Precision CNC Machining |
| Typical Tolerances | ±0.127 mm to ±0.254 mm (±0.005″ to ±0.010″) | ±0.025 mm or tighter (±0.001″ or better) |
| Applications | General functional components, brackets, covers, and non-critical parts | Critical fit and alignment components such as aerospace machined components, medical devices, and robotic systems |
| Common Processes | 3 axis CNC machining and basic milling | multi axis CNC machining, precision turning, and advanced milling |
| Inspection Methods | Basic measurement tools | CMM, full dimensional reports, and statistical process control |
| Cost Structure | Lower setup and overall machining cost | Higher due to specialized fixturing, slower parameters, and enhanced quality assurance |
| Best Suited For | Higher-volume production of less demanding components | High-performance parts where tight tolerance directly impacts function and reliability |
How to choose?
Ask one question, does this feature control fit, motion, sealing, or safety?
Next step depends on the answer:
- Yes → go with precision. Tighten the tolerance, plan the inspection, and budget accordingly.
- No → go with standard. Looser tolerances save time and money, no comprising on function.
This sounds like an ideal situation for clear distinction, but in real situation, it is often a mix of both process approaches. For example, a bearing housing often needs a tight bore but can have looser outer dimensions, then we can spend more time on the bore, while less for the housing outer dimensions like height, length, or width to save cost.
For a sensor mount, it often requires accurately located dowel holes, but less demanding surface-finish requirements. By identifying critical and non-critical features on the same part, good suppliers can make optimized balance on standard and precision CNC machining for optimal cost and manufacturing management for you.
Buyer Takeaway
A technically credible supplier should be able to distinguish and identify where tolerances are unnecessarily driving costs, and recommend inspection methods that match the real assembly if you provide clear feature purpose and assembly illustration.
1.4. When Precision CNC Machining Is Necessary
While precision CNC machining can be premium process serving higher-level requirements, it can be necessary in specific situations to meet special purpose, when a feature directly influences the functional performance of an assembly.
High-precision manufacturing is typically mandated for features such as bearing bores, shaft fits, and mating diameters. These features often require clearances.
Furthermore, some geometric features, such as flatness for linear motion, or perpendicularity for dowel-hole positioning, require precision for repeatable assembly and long-term durability, these parts must maintain their fit after secondary processes like anodizing or plating.
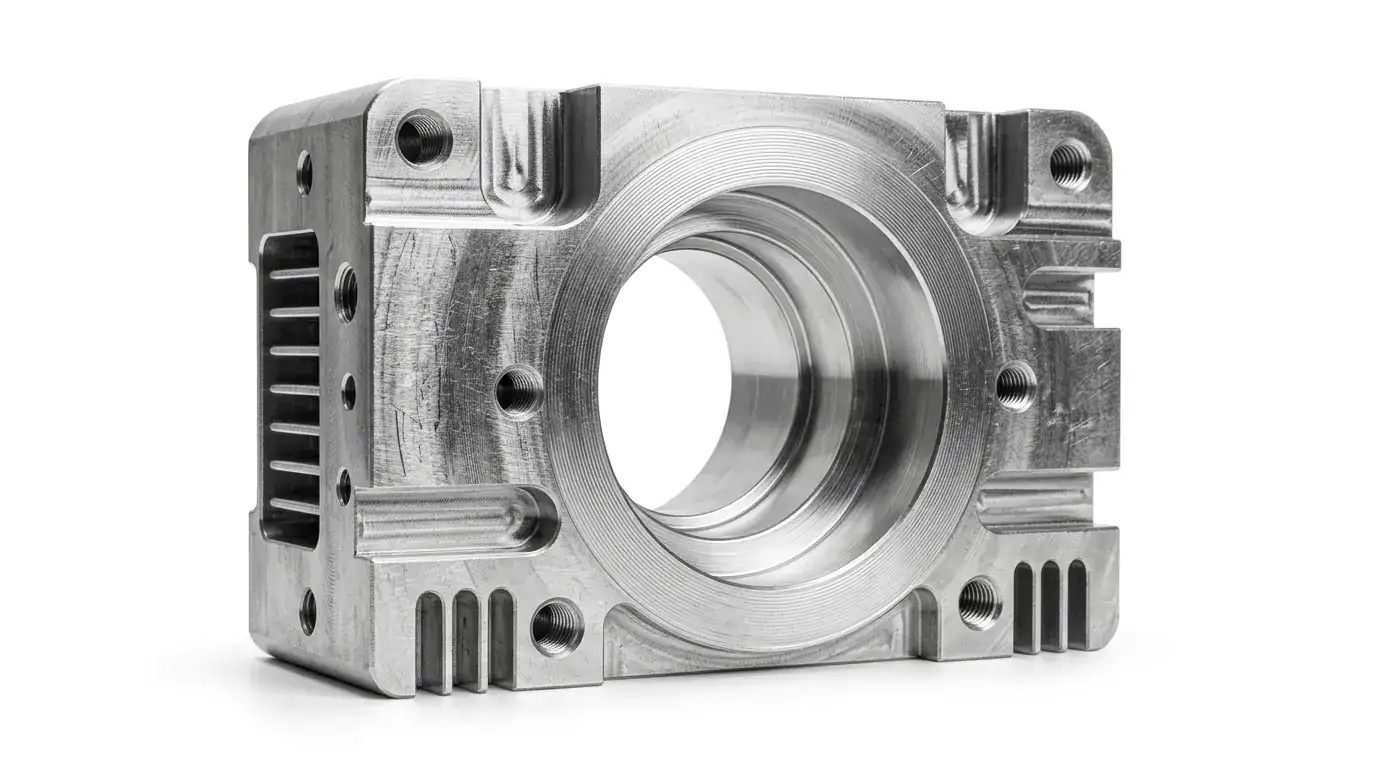
Example 1: Bearing Housing
Geometrically, a bearing housing may seem to be a simple part, but its performance is critical for bearing performance for bearing reliability and long-term performance. This depends on the bore’s diameter, roundness, concentricity, and face perpendicularity. These factors directly control the alignment and service life of the bearing assembly. They can only be realized with precision CNC machining and suitable inspection.

Example 2: Automation Fixture
Industrial fixture plates often contain dozens of features. While many serve only as clearance features, the dowel pin locations that define a part’s position relative to a robot or fixture datum must be precision-controlled to avoid cumulative errors in automated workflows.
Such fixture plates have to be manufactured with precision CNC machining on critical features.

1.5. When Precision CNC Machining Is Overkill
Precision machining is powerful. But using it everywhere is like using a torque wrench to hang a picture. You’re paying for some excessive capabilities you actually don’t need.
Wisely step back from precision machining and use standard tolerances instead for situations listed below.
Cosmetic Covers and Enclosures
If a part is just there to protect components inside or keep dust out, it doesn’t need tight tolerances. A laptop cover. A decorative panel. A simple housing. These parts don’t bear load, don’t seal, and don’t align with any other critical part for motions or positioning purpose.
Standard machining works well enough. Save the precision budget for something that actually counts.
Simple Brackets and Spacers
A bracket that holds a sensor? Most of the time, ±0.010″ is ok. The sensor mounts well. The bolt will still go through the hole. A spacer between two fixed plates only for connection and separation? Nobody measures it to the micron.
Many buyers over-tolerance these parts because they’re afraid of “loose.” But loose is not a matter of being wrong. A looser tolerance is acceptable when it is still functionally appropriate. Over-focusing on tight numbers creates unnecessary precision cost here.
Non‑Mating Surfaces
Look at your drawing. Which dimensions actually contact with other part? Those may need control. As for the rest? Let them breathe.
For example, the outer size of a bearing housing rarely matters. While the bore matters. The mounting face matters. You don’t need to pay for ±0.0005″ on a surface that never touches anything.
One‑Off Prototypes (Sometimes)
Prototyping is about testing function or engineering design, not proving production repeatability. If you’re making one part to check fit or concept, ask yourself: is this dimension really critical at this stage?
Often, a quick prototype with standard tolerances tells you everything you need to know. You always have the chance to tighten later for production.
Low‑Stress, Low‑Risk Applications
There are often situations where a part fail but nothing bad happens — no safety risk, no production line stop, no expensive rework — then such parts don’t need precision work. Like interior brackets, non-structural mounts, or parts in low-vibration environments.
The 80/20 Rule for Precision Checkup
Here’s a simple test: identify the three or four features that absolutely must be correct for function. Tighten those. Everything else? Loosen by a factor of 10.
You’ll often identify those non-critical features and cut machining cost by 30–50%, not affecting performance at all.
A Real Example
A customer once sent a drawing for a simple sensor bracket, a common CNC machining part. Every dimension was ±0.005″ marked on the print. There’re 12 features in total.
We questioned: which ones actually are critical to function? The two mounting holes to the machine frame. Others were clearance or cosmetic. We then loosened the other ten dimensions to ±0.015″. The part worked perfectly. The cost dropped by nearly 40%. We avoided unnecessary cost by identifying overkill features.
1.6. What Really Controls advanced machining Precision?
A common belief is that precision is decided by high-end machine. In real manufacturing, it’s much more complicated. Precision can be achieved by multiple factors beyond the machine, and carefully engineered process, tool, tool paths, fixture, clamping, datum strategy…
Even the most advanced CNC equipment cannot compensate for a flawed setup or an inadequate datum strategy.
1.6.1. Datum Strategy
Inconsistencies among drawing references, machining setups, and inspection datum points can lead to passed inspection but failed assembly.
It is imperative to adopt same datum strategy for the CNC manufacturing team and the metrology team, so both utilize the same functional references complying with final assembly.
Example: Robotic Joint
In a robotic joint, the relationship between the central bore and the mounting face is critical for maintaining alignment. Neglect of this datum logic can lead to backlash or significant drift during operation, even if the external profile meets the drawing’s specifications.

1.6.2. Fixturing and Workholding
Improper clamping can deform a part during machining. Once released from the fixture, the material may “spring back,” causing it to move out of tolerance after release.
For such reasons, precision suppliers need to pay attention to fixture design, clamping sequences, and the use of soft jaws to maintain part geometry throughout the process.
Example: Sensor Mount
Thin-walled components, such as a sensor mount with a slender arm, are particularly prone to flexing under clamping forces. Correction: An experienced machining team will minimize such holding stress on these delicate features.
1.6.3. Material Property Behavior
Materials perform differently in cutting forces and heat. Custom aluminum machining is efficient for machining but can move after roughing; stainless steel increases tool wear and burr risk; titanium requires extreme rigidity; and engineering plastics may deform long before a machine reaches its mechanical limit.
Example: Linear Rail Plate
A long aluminum rail plate requires balanced material removal to maintain flatness, but if the same part is made with stainless steel, it needs a rigid cutting strategy and specialized inspection to verify performance.
1.6.4. Thin Walls and Feature Geometry
Some structural features like thin walls or deep pockets are prone to vibration and deflection. If these challenges are not addressed at an early stage]—especially in medical device components where weight is a factor—tight flatness or profile targets can easily be out of control during post-processing.
Example: Medical Device Component
A medical device housing may need thin walls because of size or weight considerations. Those same walls can flex during machining, stress-relief, or finishing. If the manufacturer does not plan for that early, tight profile or flatness targets can drift.
1.6.5. Tool Wear and Cutting Strategy
Precision features like bearing seats often require precision CNC milling parts or precision milling. They may require roughing, controlled finishing, boring, or in-process measurement to check for tool wearing [Correction: check tool wear] and ensure repeatable accuracy.
Example: Bearing Seat
A bearing seat should not be treated like a general pocket. If fit matters in the assembly, the supplier needs a more controlled finishing process and a more suitable inspection method.
1.6.6. Finishing and Post-Processing
Secondary processes like anodizing, plating, or heat treatment can significantly alter a part’s final dimensions. Buyers must clarify whether dimensions apply “before finish” or “after finish” and discuss dimension compensation strategy for critical surfaces to avoid bearing fit issues during assembly.
Example: Anodized Aluminum Bore
If an aluminum part is hard anodized after machining, the final bore may change enough to affect bearing fit or sliding fit. That issue should be discussed before production and planned, rather than being discovered during assembly.
1.6.7. Inspection Method
Inspection methods must match the tolerance requirement. While handheld tools suffice for general dimensions, complex GD&T and positional tolerances require coordinate-based verification.
Example: Datum-critical Fixture Plate
Checking overall size is not enough if the position of dowel holes relative to the main locating face counts in assembly. The inspection setup must verify the features that actually control use.
1.7. Common Materials Used In Precision CNC Machining
Material selection affects machining accuracy, cost, surface finish, strength, corrosion resistance, and long-term part performance. In precision CNC machining, the right material is not simply the strongest material. It is the material that matches the part’s function, tolerance requirement, working environment, finishing process, and production quantity.
| Material Category | Common Grades | Key Advantages | Common Applications | Manufacturing Notes |
|---|---|---|---|---|
| Aluminum | 6061‑T6, 6063, 7075‑T6, 2024, 5052, MIC‑6 | Lightweight, good machinability, good corrosion resistance, suitable for anodizing | Automation fixtures, robotic parts, housings, plates, brackets, sensor mounts, heat sinks | 6061‑T6 is the most common choice. 7075 is stronger but more expensive. MIC‑6 is better for flatness‑sensitive plates. |
| Stainless Steel | 303, 304, 316/316L, 17‑4 PH, 420, 440C | Corrosion resistance, strength, clean appearance, wear resistance | Medical parts, food equipment, shafts, fittings, valves, high‑strength components | Harder to machine than aluminum. 303 machines better; 316 has better corrosion resistance; 17‑4 PH can be heat treated. |
| Carbon Steel | 1018, 1020, 1045, Q235, 45# steel | Cost‑effective, strong, weldable, suitable for plating | Fixtures, shafts, brackets, spacers, machine parts, general mechanical components | Usually needs zinc plating, black oxide, painting, or coating to prevent rust. |
| Alloy Steel | 4140, 4130, 42CrMo, 4340 | High strength, toughness, fatigue resistance | High‑load shafts, tooling parts, drive components, mechanical structures | Often used with heat treatment. Machining cost and inspection need to consider hardness. |
| Tool Steel | A2, D2, S7, H13, O1 | High hardness, wear resistance, impact resistance | Dies, punches, molds, tooling, wear plates, cutting components | Often requires heat treatment and sometimes grinding after CNC machining. |
| Brass | C360, H59, H62 | Excellent machinability, good appearance, corrosion resistance | Fittings, inserts, bushings, connectors, valves, decorative hardware | C360 is very easy to machine and suitable for precision turned parts. |
| Copper | C110, C101, C102 | Excellent electrical and thermal conductivity | Busbars, electrical contacts, battery components, grounding parts, heat transfer parts | Pure copper is soft and sticky during machining. Burr control is important. |
| Bronze | Bearing bronze, phosphor bronze, aluminum bronze | Wear resistance, low friction, corrosion resistance | Bushings, bearings, sliding parts, marine hardware, wear components | Good for moving and sliding contact parts. |
| Titanium | Grade 2, Grade 5 / Ti‑6Al‑4V | High strength‑to‑weight ratio, corrosion resistance, biocompatibility | Aerospace parts, medical components, robotic parts, marine parts, high‑performance hardware | Difficult to machine. Tool wear, heat control, and work hardening must be managed carefully. |
| Engineering Plastics | POM/Delrin, Nylon/PA, PTFE, PEEK, ABS, PC, PMMA, UHMW‑PE, HDPE, PVC, G10/FR4 | Lightweight, insulating, low friction, chemical resistance, impact resistance | Gears, rollers, bushings, spacers, enclosures, covers, insulators, test fixtures | Plastics can deform from heat, clamping, moisture, and internal stress. Tight tolerance must be reviewed carefully. |
| Magnesium | AZ31, AZ91 | Extremely lightweight, good machinability | Aerospace, automotive, electronics, handheld device parts | Requires strict fire‑safety control because chips and dust can be flammable. |
| Zinc Alloy | Zamak, ZA alloys | Good castability, dimensional control, cost‑effective for volume parts | Housings, small hardware, connectors, consumer product parts | More common in die casting. CNC is usually used for secondary machining. |
| Cast Iron | Gray iron, ductile iron, cast iron tooling plate | Vibration damping, stability, wear resistance | Machine bases, pulleys, housings, plates, tooling bases | Good stability, but machining dust and graphite require proper machine protection. |
Quick Material Selection Guide
| If the part needs… | Common material choices |
|---|---|
| Lightweight structure | Aluminum 6061‑T6, 6063, 7075‑T6 |
| High strength and low weight | Aluminum 7075‑T6, titanium Grade 5 |
| Good corrosion resistance | Stainless steel 304, 316/316L, aluminum 6061‑T6 |
| High strength mechanical performance | 4140, 4340, 17‑4 PH stainless steel |
| Wear resistance | Tool steel, 440C stainless steel, bronze, POM, UHMW‑PE |
| Electrical conductivity | Copper C110, brass, beryllium copper |
| Thermal conductivity | Copper, aluminum 6061, aluminum 6063 |
| Low friction | POM, PTFE, UHMW‑PE, bronze |
| Transparent appearance | PC, PMMA/acrylic |
| Medical or biocompatible use | Stainless steel 316L, titanium Grade 2, titanium Grade 5, PEEK |
| Fixture plates and stable flat parts | MIC‑6 aluminum, cast tooling plate, steel plate |
| Appearance anodizing | Aluminum 6061, 6063 |
| Low‑cost general metal parts | 1018 steel, Q235 steel, aluminum 6061 |
Practical Manufacturing Note
Material choice should be reviewed together with tolerance, surface finish, heat treatment, coating, and inspection requirements. A material that works well for a simple block may become negative result in thin walls, deep pockets, large flat plates, or long slots. For precision CNC machining, the best RFQ should clearly specify material grade, temper, surface finish, critical dimensions, inspection requirements, and final application.
For complete material in CNC machining, visit: https://www.batnon.com/materials/
1.8. How CNC Precision Machining Is Verified
A precision part is only as credible as its measurement data. Inspection reports are not merely paperwork; they play as risk-mitigation tools [Correction: they serve as risk-mitigation tools] that prevent the shipment of non-conforming components.
1.8.1. First Article Inspection
For a new precision part, first article inspection is often the smartest checkpoint. It confirms that the setup, process logic, and inspection plan all match the drawing before a larger batch moves ahead.
1.8.2. CMM Report
A CMM (Coordinate Measuring Machine) report is essential when the part’s function depends on complex GD&T, runout, or assembly-critical relationships that simple hand tools cannot reliably verify.

1.8.3. Full Dimensional Report
This is usually best reserved for parts that truly need broad documentation, launch approval, or regulated-process support. It is not just a quality formality; it is a risk-control tool.
For more details on CNC machining inspection and verification, check: https://www.batnon.com/quality/
1.9. How To Judge A Precision CNC Machining Supplier
A precision partner should actively participate in the design-for-manufacturing (DFM) process. They should ask probing questions regarding fit, assembly datums, and finishing conditions before starting production. They should identify critical-to-function features, and accordingly adopt cost-efficient balanced strategy for machining manufacturing.
For procurement teams, an RFQ for precision parts should include 3D models for custom CNC parts (STEP/STP), 2D PDF drawings with marked critical features, material grades, and clear inspection requirements.
1.10. RFQ Checklist For Precision CNC Parts
A better RFQ leads to a better quote and fewer surprises. At minimum, buyers should provide comprehensive documentation to ensure the supplier understands the functional requirements of the component.
Files & Critical Features
- 3D model in STEP/STP format.
- 2D PDF with clear revision control.
- Clearly mark critical-to-function features.
- Provide assembly context for fit-related parts.
Finishing & Inspection
- State if dimensions apply before/after finish.
- Define inspection: FAI, CMM, or Full Report.
- Request material certs and traceability.
Questions to Ask Suppliers
- Which features are driving setup/inspection costs?
- Are there tolerances that could be relaxed?
- How will critical datum relationships be verified?
- Is the workholding strategy suitable for thin walls?
Custom CNC milling cost Reduction Strategy
- Relax non-functional dimensions.
- Use GD&T to clarify complex relationships.
- Avoid over-tolerancing cosmetic features.
Example: Bearing Housing RFQ
Do not only send the 3D model. Mark the bearing bore, shoulder, mounting face, and bolt-hole relationship as critical. State whether the fit requirement applies after anodizing or any other finish. If the supplier understands precision machining, they should react to those notes immediately.
For detailed RFQ check list, read more at: https://www.batnon.com/blog/rfq-template/ and https://www.batnon.com/rfq-process/
1.11. How To Reduce Cost Without Weakening Function
This is one of the biggest buyer concerns. The best cost-down way for custom CNC machining services is not to blindly relax every tolerance. It is identifying which features actually control fit, motion, sealing, alignment, or safety, then tightening only those features while relaxing other non-functional ones.
For CNC cost optimization, check more at : https://www.batnon.com/resources/cnc-cost-optimization/.
1.12. FAQ About Precision CNC Machining
1.12.1. What Tolerance Counts As Precision CNC Machining?
There is no single universal threshold. In many commercial machining contexts, precision work begins when selected features need tighter control, more deliberate fixturing, and more stringent inspection than standard tolerances.
1.12.2. Is ±0.005 Mm Always Achievable?
No. It may be possible on selected features, but thin walls, large spans, plastics, and post-finish dimensions can make that level unrealistic or expensive.
1.12.3. Why Does Precision CNC Machining Cost More?
Higher cost usually comes from setup time, special fixtures, longer processing, custom workholding, slower finishing passes, process control, additional inspection, and higher scrap risk.
1.12.4. When Is Precision CNC Machining Overkill?
It is overkill when the part does not control fit, motion, sealing, alignment, measurement, or safety yet precision is applied. Covers, simple brackets, and spacers usually do not need tight tolerances across the whole drawing and they don’t need precision handling.
1.12.5. When Should I Ask For A CMM Report?
Ask for it when the part depends on positional tolerance, datum relationships, flatness, parallelism, runout, profile, or geometry that simple hand tools cannot verify reliably.
1.13. Final Takeaway
Ask the right question, and get right answers, and finally right results.
The most useful way to understand precision CNC machining is not to ask, “How tight can the shop machine?” A better question is: Which features actually matter, what process controls them, and how will they be verified? With answers to these questions, buyer will not pay [Correction: buyers will not pay] for no-value tolerance.