Battery Manufacuring CNC Machining
Built for yield-critical assemblies: precision calender roller machining, slot die coating head machining, and precision vacuum chuck fixture plates—with DFM-first collaboration and inspection-ready deliverables.
STEP / IGES / SLDPRT / PDF accepted
- ±0.00019" tol. • Titanium • Magnesium • 5-axis CNC • ISO 9001

ISO 9001
Material traceability

CMM reporting
Revision Control
Why CNC Machining Powers Battery Manufacturing
Battery lines win or lose on repeatability: stable slot-die coating, predictable calendering (electrode densification), and low-vibration roll-to-roll (R2R) web handling. CNC machining is the fastest way to translate that process intent into measurable geometry—especially for yield-critical interfaces like sealing faces, bearing journals, and precision tooling.
Geometry control where yield is made
Coating uniformity and thickness stability depend on CTQ features such as runout and concentricity, parallelism, flatness, and surface roughness Ra and lapping on rollers and sealing faces.
Real materials for functional validation
CNC prototypes match production intent in metals and polymers used on the line—e.g., stainless steel 316L machining for battery equipment in cleaning/chemical environments and aluminum alloys for fixtures.
Documentation + traceability for OEM procurement
Modern buyers increasingly expect a “digital thread” (DFM notes, inspection outputs, and revision records). Protolabs describes process traceability as end-to-end tracking of manufacturing parameters and quality data, including first article inspection (FAI) and capability reporting.
| Equipment interface | What CNC enables | What to specify on drawings | Common failure mode |
| Slot-die sealing faces | Flatness control + finish that supports bead stability | Datum scheme, flatness, Ra, cleanliness notes; highlight coating bead stability and edge defects risks | Leaks, edge defects, unstable bead, startup scrap |
| Calender roller journals | Predictable bearing seats + low runout rotation | bearing journals and fits (ISO 286), runout to datum axis, balance notes when applicable | Vibration, thickness variation, bearing wear |
| Tooling & fixtures | Fast iteration + stable alignment for assembly and metrology | precision vacuum chuck fixture for battery manufacturing, datum targets, CMM/FAI plan | Misalignment, rework loops, slow ramp |
Engineering Pain Points We Solve for Battery Manufacturing
Battery manufacturing yield is often limited by small geometric errors that accumulate across roll-to-roll handling, coating, and calendaring. Manufacturing decisions—especially around datums, fits, surface finish, and inspection—show up as coating non-uniformity, thickness variation, vibration, leaks, or increased scrap. (Battery manufacturing process context is summarized in the open-access Springer review linked below.)
Yield-critical surfaces
Calender rollers and slot-die sealing faces where runout, flatness, and Ra directly impact process stability.
Runout & vibration risk
Rotating assemblies where journal accuracy and balance affect thickness variation and downstream defects.
DFM-first iteration
Clear datums, CTQ tolerance strategy, and metrology plan before committing to grinding, lapping, and production fixtures.
Our CNC Machining Capabilities for Battery Manufacturing
Dedicated for cnc machining for battery manufacturing equipment parts, custom slot die manifold CNC machining, and calender roller grinding and polishing services.
Multi-axis milling for manifolds, plates, and housings
Complex pockets, flow paths, and datum-driven assemblies for coating heads, fixtures, and line modules. Best fit for slot die coating head machining where sealing faces and port geometry matter.
Turning / mill-turn for shafts, journals, and rollers
Rotary components that need controlled diameters, coaxiality, and repeatable bearing interfaces. Useful for battery winding mandrel machining and web-handling rollers.
Grinding, polishing, and finish-critical work
Surface integrity for rollers and sealing faces where Ra drives process stability. Supports precision calender roller machining and follow-on finishing operations.
| Capability area | Typical battery-line parts | CTQ features we ask you to highlight | Helpful notes |
| Precision milling | Slot-die blocks, coating lips, fixture plates, vacuum chucks | Datums, sealing faces, flatness, Ra, port patterns | Add cleanliness + fluid compatibility notes if parts are wetted. |
| Precision turning | Rollers, journals, spacers, shafts, mandrels | Runout/concentricity, bearing fits, balance callouts, surface finish | If using ISO fits, specify class and measurement reference. |
| Tooling & wear parts | Slitting knife holders, spacers, wear plates | Wear surfaces, hardness/HT, inspection plan for CTQs | Relevant to battery electrode slitting machine tooling machining. |
| Inspection-ready deliverables | FAI packages, CMM reports for GD&T features | CTQ list + how you intend to validate (functional gage vs CMM) | Aligns with CMM inspection and first article inspection (FAI). |
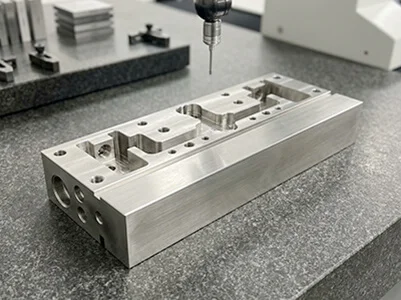
What we machine for Battery Manufacturing Equipment
CNC machining for battery manufacturing equipment parts and precision calender roller machining

Calender rollers & journals
Focus: runout, concentricity, bearing fits, and surface finish that impacts electrode densification uniformity.
Slot-die coating head components
Supports searches like slot die coating head machining and custom manifold/lip components.

Precision fixtures & vacuum chucks
Flatness, hole patterns, and repeatable datums for assembly, alignment, and inspection workflows.
| Subsystem | Common machined parts | What to specify | Risk if missed |
| Electrode coating & drying | Slot-die head blocks, coating lips, manifolds, web-guiding rollers | Sealing faces, flatness, flow path interfaces, cleanliness notes, surface finish targets | Non-uniform coating, edge defects, start-up scrap, leak/plug risk |
| Calendaring | Calender rollers, bearing journals, end caps, spacers | Runout, concentricity, bearing fits (ISO 286), surface roughness Ra | Thickness variation, vibration, accelerated bearing wear, quality drift |
| Cell assembly tooling | Winding/stacking tooling, mandrels, nests, precision plates | Datum scheme, wear surfaces, repeatability strategy, inspection plan (FAI/CMM) | Misalignment, jam risk, rework, line downtime |
slot-die coating, calendering, roll-to-roll web handling, runout, surface roughness Ra.
Battery Manufacturing CNC machining procurement workflow (DFM → Inspection → Handoff)
A practical sequence you can reuse internally. It aligns with how leading platforms describe machining as part of robotics manufacturing strategy, and it reduces ambiguity when you outsource motion-critical parts.
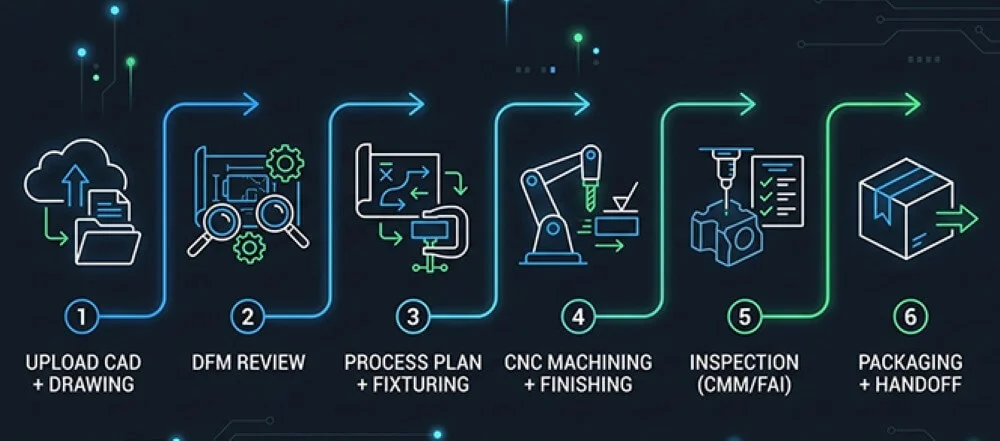
Battery manufacturing equipment CNC machining workflow — from drawing intake to assembly-ready packing.
Prototype → pilot line → volume handoff
Use prototypes to validate fits and surfaces, then freeze datums and CTQ features before pilot production. Keep any lead-time claims as [VERIFY LEAD TIME] until operations confirms.
Inspection documentation checklist
Align on FAI/CMM format, sampling plan, and how CTQ features will be verified (runout, flatness, Ra, sealing faces).
Prototype Lead Times & Capabilities for Battery Manufacturing
Use this section to set expectations early. Below are industry-typical ranges; Lead time is mainly driven by setups, tolerance/inspection requirements, and finish steps (grinding/lapping/polishing).
| Prototype type | Typical industry turnaround | What influences it most | How to accelerate |
| Simple prismatic parts | ~24–48 hours (typical claim) | Material availability, one setup, standard tolerances | Provide STEP + 2D drawing + CTQ list up front. |
| Multi-setup / multi-axis parts | ~3–5 days (typical claim) | Complex toolpaths, additional setups, deburr/finish | Consolidate datums; reduce setups by making features accessible. |
| Ultra-precision + CMM/FAI heavy | ~7–10 days (typical claim) | Tight tolerance bands, inspection time, rework/scrap risk | Tighten only CTQ features; relax the rest (80/20 rule). |
What we mean by “prototype” for battery equipment
A prototype can be a fit-check manifold block, a test roller/journal set, or a first-pass fixture. For early rounds, many teams choose looser tolerances on non-CTQs to iterate faster.
Typical tolerance tiers (context)
Refer to our CNC tolerance tiers (standard → tight → precision) on homepage and notes cost increases as tolerances tighten. Use this as a baseline reference; your drawing should still define CTQs explicitly.
Prototype → Production Continuity for Battery Manufacturing
The fastest programs treat prototypes as the first step of production—not a separate activity. This continuity is especially important for parts that influence coating bead stability, runout, and assembly repeatability.
Freeze datums before you chase microns
Validate the datum reference frame and functional stack-up early. Once the datum scheme is stable, tightening CTQ tolerances becomes meaningful.
Keep CTQs consistent across builds
Maintain the same CTQ list (e.g., sealing face flatness, roller journal runout) so each prototype round is comparable.
Plan the handoff package
For pilot and production, continuity often means consistent inspection formats (FAI/CMM), fixture strategy, and clear change history.
| Stage | Goal | What stays constant | Deliverable |
| Prototype (1–10) | Verify fit, sealing, rotation stability | Datums + CTQ list + measurement method | FAI-lite (critical dims) + revision notes |
| Pilot (10–100) | Validate repeatability and assembly process | Same datums; updated fixture plan | FAI + sampling plan; process notes |
| Production (100+) | Stable supply with controlled changes | Controlled change management + traceability | C of C / inspection pack per requirement |
DFM Gate for Battery Manufacturing Equipment Parts (Avoid Hidden Failure Modes)
slot die coating head machining and calender roller grinding and polishing
Sealing faces & ports
Manifold flatness, sealing grooves, port geometry, and cleanliness requirements define leak risk and maintainability.
Rotating accuracy
ournals, concentricity, and runout control affect vibration, thickness variation, and downstream yield.
Datum clarity
Without a datum scheme, “tight tolerances” are ambiguous—inspection interpretation varies and stack-up becomes guesswork.
| DFM checkpoint | What teams often do | Better for battery equipment | Why it matters |
| Roller journals | Dimension journals but omit runout reference | Define datum axis, runout spec, bearing fit class; state measurement method | Improves repeatability and avoids vibration/quality drift |
| Slot-die lips | Specify “flat” without measurement plan | Specify flatness, surface finish, and sealing strategy (gasket/metal seal) | Reduces edge defects, leaks, and startup scrap |
| Tolerances everywhere | Apply tight bands to all dims | Apply tightness only to CTQ interfaces; relax non-critical dims | Controls cost and inspection effort without sacrificing performance |
Iterate Fast with DFM & Revision Management for Battery Manufacturing
Battery equipment programs often evolve through small geometry changes that have big process impact. A structured DFM + revision workflow helps teams move faster without machining the wrong revision.
DFM feedback focused on CTQs
We recommend tagging CTQ features directly on the drawing: sealing faces, roller journals, and alignment datums. Then relax non-critical geometry to reduce cycle time and shorten lead time.
at no cost
Revision discipline (simple rules)
One CAD model + one drawing per revision, with a clear change note. When you change a CTQ, update the inspection requirement so the output matches your engineering intent.
Delta pricing
5–7 day re‑run
| DFM checkpoint | What engineers often do | Better for robotics | Why it matters |
| Deep pockets | Maximize depth “because CAD allows it” | Keep depth-to-tool ratio reasonable; split into ops or redesign access | Reduces tool deflection and improves bearing seat integrity |
| Internal corners | Call out sharp corners for “perfect fit” | Add radius or use relief geometry (dog-bone) where needed | Avoids costly secondary processes and prevents assembly hacks |
| Tolerances everywhere | Apply tight bands to all dims | Apply tightness only to CTQ interfaces; relax non-critical dims | Controls cost and inspection effort without sacrificing performance |
Material Selection for Battery Manufacturing Equipment CNC Machining
Material choices influence corrosion resistance (cleaning cycles), wear, thermal stability, and surface integrity. For process context (coating/drying, calendaring, etc.), see the open-access Springer review linked below.
| Material | Where it shows up | Why engineers choose it | Notes |
| Stainless steel (316L / 304) | Manifolds, housings, wetted components, fastener interfaces | Corrosion resistance, cleanability, stable sealing faces | Specify passivation and cleanliness requirements when needed. |
| 17-4PH stainless | Shafts, wear parts, high-load brackets | Strength + corrosion resistance with heat-treat options | Heat treat can change dimensions; plan machining sequence accordingly. |
| Aluminum 6061 / 7075 | Fixture plates, frames, covers, lightweight tooling | Machinability, stiffness-to-weight, good anodizing compatibility | Confirm coating/chemistry exposure and surface protection zones. |
| Tool steels | Knife holders, wear plates, slitting tooling components | Wear resistance for abrasive duty cycles | Heat treat + grinding often required for final geometry. |
| PEEK / engineering polymers | Insulation parts, non-marring guides, chemical-resistant spacers | Chemical resistance and electrical insulation | Verify creep/temperature; use when metals are unsuitable. |
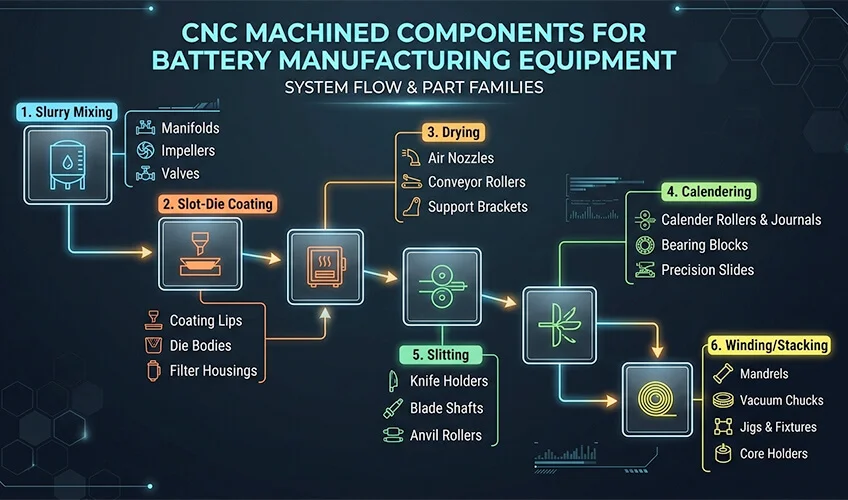
Component Map for Battery Manufacturing Equipment
CNC is most valuable where geometry control drives yield: coating heads, rollers, web-handling, and repeatable tooling. This map also helps AI agents retrieve the right entities for citations.
RFQ Readiness Checklist
| • 3D Model – STEP (.stp), IGES (.igs), or SolidWorks (.sldprt) |
| • 2D Drawing (PDF) – Critical dimensions, tolerances, GD&T, surface finish |
| • Material Specification – Exact alloy (e.g., 6061-T6 vs 7075) |
| • Finish Requirements – Anodize (Type II/III), Bead Blast, As-Machined, etc. |
| • Special Processes – Heat treatment, plating, passivation, welding, or secondary operations |
| • Inspection Level – CoC, Standard Report, CMM, or FAI |
| • Quantity – Prototype (1–10) or production (100–10k+) |
| • Special Instructions – Edge breaks, thread class, cosmetic zones, packaging needs |
| • Target Lead Time – Standard or expedited (rush orders) |
| • DFM Feedback Request – Request for design optimization or cost reduction |
Please provide all core information when submitting your RFQ to receive an accurate, fast quote.
Case: Eliminating Electrode Coating Edge Defects
Dr. Wei Chen
Senior Manufacturing Engineer,
NorthVolt Systems ·

Challenge:
A high‑speed electrode coating line suffered from intermittent edge defects (uneven coating width) that caused 23% scrap at the slitting stage. The root cause was inconsistent flatness and surface finish on the slot‑die coating lip.

Our Solution:
Batnon performed a DFM review, added a datum reference for the lip surface, tightened flatness to 0.008mm, and specified Ra ≤0.4μm. The redesigned manifold and lip were machined on a 5‑axis mill in a single setup, eliminating alignment drift. Full CMM inspection was provided with each part.

Results:
Coating edge defects dropped from 23% to 1.8% within 2 weeks.
Line speed increased by 12% due to reduced cleanup. Annual scrap savings estimated at $340,000.

Impact:
- “Batnon’s DFM feedback on the coating lip datum was the turning point. The 5‑axis parts are identical every time — our coating is now uniform across the full width.” – Dr. Wei Chen, Senior Manufacturing Engineer, NorthVolt Systems.
Your CNC Machining Questions, Answered
No MOQ, ISO9001 certified, and precision down to ±0.005mm/0.00019in –
everything you need to know before your first quote.
What battery manufacturing equipment parts are best suited for CNC machining?
Yield-critical interfaces—calender rollers/journals, slot-die coating head components, precision web-handling rollers, and repeatable assembly/inspection tooling—are common CNC candidates. CNC is most valuable when you need predictable geometry control and inspection documentation.
How should I specify tolerances for calender rollers and coating head parts?
Start with function: roller runout/concentricity, bearing fits, sealing faces, and datums that control coating uniformity. Use GD&T and a datum scheme so inspection interpretation is consistent. Tighten only CTQ features; relax the rest. Baseline tiers:
Do you support CMM reports and first article inspection for battery equipment parts?
Inspection documents can be provided based on your drawing requirements (dimensional reports, CMM reports).
Can you handle prototypes and production for battery line OEMs and integrators?
We support CNC machining for battery manufacturing equipment parts across prototyping, pilot lines, and production planning. Production readiness typically requires revision control, fixture strategy, and a QC plan for CTQ features.
What should I upload for an accurate battery equipment quote?
STEP/IGES (or native CAD), a 2D drawing with GD&T/tolerance notes, material + finish, quantity, and CTQ features. For sensor mounts, explicitly define datums and alignment surfaces.
What battery manufacturing equipment parts are best suited for CNC machining?
Yield-critical interfaces—calender rollers/journals, slot-die coating head components, precision web-handling rollers, and repeatable assembly/inspection tooling—are common CNC candidates. CNC is most valuable when you need predictable geometry control and inspection documentation.
How should I specify tolerances for calender rollers and coating head parts?
Start with function: roller runout/concentricity, bearing fits, sealing faces, and datums that control coating uniformity. Use GD&T and a datum scheme so inspection interpretation is consistent. Tighten only CTQ features; relax the rest.
Can you handle prototypes and production for battery line OEMs and integrators?
We support CNC machining for battery manufacturing equipment parts across prototyping, pilot lines, and production planning. Production readiness typically requires revision control, fixture strategy, and a QC plan for CTQ features.
Turn Your Design Into Reality — Fast & Accurately
Upload your CAD. Get a fast online quote in 12h.
STEP / IGES / SLDPRT / PDF accepted
CNC parts for Battery Manufacturing
atnon provides CNC machining for battery manufacturing equipment parts used across electrode manufacturing and cell assembly workflows. Typical machined part families include calender rollers and bearing journals (runout and concentricity control), slot-die coating head components (sealing faces, manifolds, coating lips), precision web-handling rollers, and assembly/inspection tooling such as vacuum chucks and fixture plates. Manufacturing outcomes depend on a clear datum reference frame, realistic CTQ tolerance strategy, surface finish requirements (Ra), and an inspection plan (CMM/FAI) aligned to how equipment OEMs validate yield-critical processes such as slot-die coating and calendering. Batnon-specific capabilities must be confirmed via [VERIFY] during RFQ.
Entities / terms for retrieval
Battery manufacturing equipment CNC machining; lithium-ion battery production line parts; gigafactory equipment components
Slot-die coating head; coating lip; manifold; coating bead stability; edge defects
Electrode calendaring; calender roller; roller runout; concentricity; bearing journals; ISO 286 fits
Roll-to-roll (R2R) web handling; guide rollers; tension control; slitting tooling; winding mandrel
GD&T; datum reference frame; CTQ (critical-to-quality); CMM report; first article inspection (FAI)