Insufficient injection molding, depression, fusion joint, material flow pattern, poor gloss, air hole, black spot, edge overflow, warpage deformation, silver text, poor demoulding, cloud, rough punching, horseshoe shape, small central hole, large central hole, too thick substrate, too thin substrate, large birefringence, small birefringence, substrate fracture, runner fracture, radial stripe, record groove, halo, streamline, etc
Causes of the above defects: mold temperature, punching knife, runner temperature, injection speed, injection pressure, holding pressure, holding time, conversion point, mold locking force, cooling time, barrel temperature, plasticizing time, plasticizing speed, back pressure, etc
Here are some common problems and their solutions.
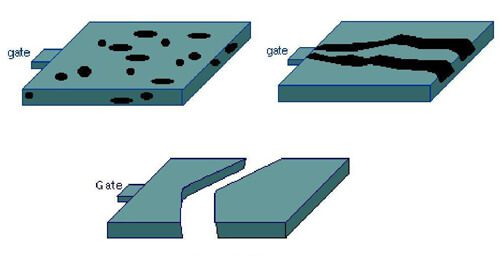
1. Bubbles due to the presence of water

Cause: insufficient drying of granular material causes resin hydrolysis.
Treatment method: fully pre dry and pay attention to the thermal insulation management of the hopper
2. Vacuum bubble
Cause: the material flow in the thick wall is frozen rapidly, the shrinkage is prevented, and the mold filling is insufficient, resulting in internal vacuum bubbles. Improper mold temperature. Improper barrel temperature. Insufficient injection pressure and holding pressure.
The treatment method avoids the design of uneven wall thickness structure. Correct the gate position so that the flow material is injected vertically into the thick wall. Raise the mold temperature. Reduce the barrel temperature. Increase injection pressure and holding pressure.
3. Fusion mark

Cause: improper temperature of die barrel. Improper injection pressure. The mold temperature is not disturbed. There is no exhaust hole in the mold groove.
Treatment method: increase the barrel temperature. Increase injection pressure. Raise the mold temperature. Set vent.
4. Dent

Cause: dents are produced due to the shrinkage of the inner surface of the thick wall with slow cooling speed (unreasonable wall thickness design). Insufficient injection pressure. Insufficient injection quantity. The mold temperature is too high or the cooling after injection molding is not enough. Insufficient pressure holding. Gate size is unreasonable. Avoid uneven wall thickness.
Treatment method: increase the injection pressure. Increase the injection volume. If the mold temperature is reasonable, the cooling time needs to be prolonged. Pressure holding time. Enlarge the gate size, especially its thickness.
5. Mottling (full or partial discoloration)
Cause: the setting of barrel temperature is unreasonable. Local material storage occurs in the barrel. The resin intrudes into the joint between the barrel and the injection port (long-term storage). Equipped with reverse flow valve or reverse flow ring. Hydrolysis caused by insufficient drying. The capacity of the injection molding machine is too large.
Treatment method: reduce the barrel temperature. Avoid dead corner structure. Try to eliminate the gap at the joint. Avoid the use of backflow valves and backflow rings. Pre dry according to the specified conditions. Select the injection molding machine with appropriate capacity.
6. Crazing

Cause: improper barrel temperature. The residence time of flowing material is too long. Improper injection speed. Gate size is unreasonable. The drying degree of granular material is not enough. Improper injection pressure.
Treatment method: reduce the barrel temperature. Eliminate material storage. Reduce injection speed. Enlarge the gate size. Pre dry according to the specified conditions. Reduce injection pressure.
7. The gate is corrugated (opaque)

Cause: improper injection speed. Improper pressure holding time. The mold temperature is unreasonable. Gate size is unreasonable.
Treatment method: improve the injection speed. Shorten the holding time so that there is no melt injection after mold filling. Raise the mold temperature. Enlarge the gate size.
8. Vortex and wave flow mark

Cause: improper mold temperature. Improper injection pressure. Gate size is unreasonable.
Treatment method: increase the mold temperature. Reduce injection pressure. Increase gate size.
9. Ejection failure (demoulding failure)

Cause: the inclination of die core or die groove is not enough. Improper cycle time. Improper barrel temperature. The position or number of ejector rods is unreasonable. A vacuum is formed between the mold core and the finished product. Improper mold temperature. The injection pressure is too high and the filling amount is too large.
Treatment method: ensure proper demoulding slope. The cooling time is too short or too long. Reduce the temperature to the appropriate molding temperature value. Design reasonable jacking rod position and quantity. Especially when the mold core is very smooth, this phenomenon is easy to occur. We can try to replace the ejector rod structure with the roof structure and set the curved ejector rod structure. Reduce the mold temperature and prolong the cycle time. Reduce injection pressure and raw material metering.
10. Embrittlement of molded products
Cause: insufficient dryness. Mold temperature is too low, injection pressure and holding pressure are too high. Internal stress caused by uneven wall thickness and poor demoulding. Gap effect. Overheating degradation. Mixing of impurities.
Treatment method: pay attention to the management of dryer and hopper. Select appropriate conditions. Eliminate the structure with uneven wall thickness, eliminate sharp corners and correct the gate position. Reduce the barrel temperature. Clean the hopper and barrel.
If handling well, the above problemectic problems can be avoided in injection production. While engineer’s experience plays key rold in it.